Detectores de metales industriales: aplicaciones, requisitos y precio
Guía B2B para elegir el detector correcto y calcular el coste total (TCO): equipo, instalación, rechazo, trazabilidad y servicio. Pensada para responsables de producción, calidad y mantenimiento.
Para qué empresas y líneas de producción (casos de uso)
Alimentación y bebidas (HACCP/BRC/IFS). Inspección en cinta antes de envasado, control de granel en caída libre y productos bombeados en tubería sanitaria.
Farmacia y cosmética. Trazabilidad, usuarios con permisos y verificación por lote.
Textil, madera y plástico. Protección de maquinaria y reducción de mermas por piezas metálicas.
Logística y seguridad. Prevención de pérdidas en salidas y control de accesos/herramientas.
Construcción/obra. Control de herramientas/EPIs y prevención de intrusión.

Especificaciones clave para elegir (lo imprescindible)
- Material/tamaño objetivo: define el diámetro mínimo a detectar (Fe/NoFe/Inox).
- Apertura útil y formato: ancho de cinta, diámetro de tubería o caída libre.
- Velocidad de línea y separación de producto: afecta sensibilidad y tipo de rechazo.
- Grado de protección: IP higiénico, lavado a presión o entornos con polvo.
- Integración: relés, Ethernet/Fieldbus, recetas y exportación de datos.
- Software de calidad: registro de eventos, usuarios, lotes y alarmas.
Resultado esperado: un informe de sensibilidad con tus muestras (Fe/NoFe/Inox) y la apertura final, firmado por el proveedor.
Ejemplo de coste total (TCO) en una línea de cinta
| Partida | Qué incluye | Impacto en operación |
|---|---|---|
| Equipo | Detector + apertura final + grado IP | Sensibilidad certificada; base del CapEx |
| Instalación y validación | Mecánica/eléctrica + arranque en línea | Parada inicial controlada; parámetros reales |
| Rechazo | Empujador/chorro o desvío | Merma y seguridad del proceso |
| Formación | Operarios + calidad (verificación) | Menos errores humanos; auditorías más ágiles |
| Mantenimiento/SLA | Repuestos críticos + visitas preventivas | Menos paradas; tiempo de respuesta garantizado |
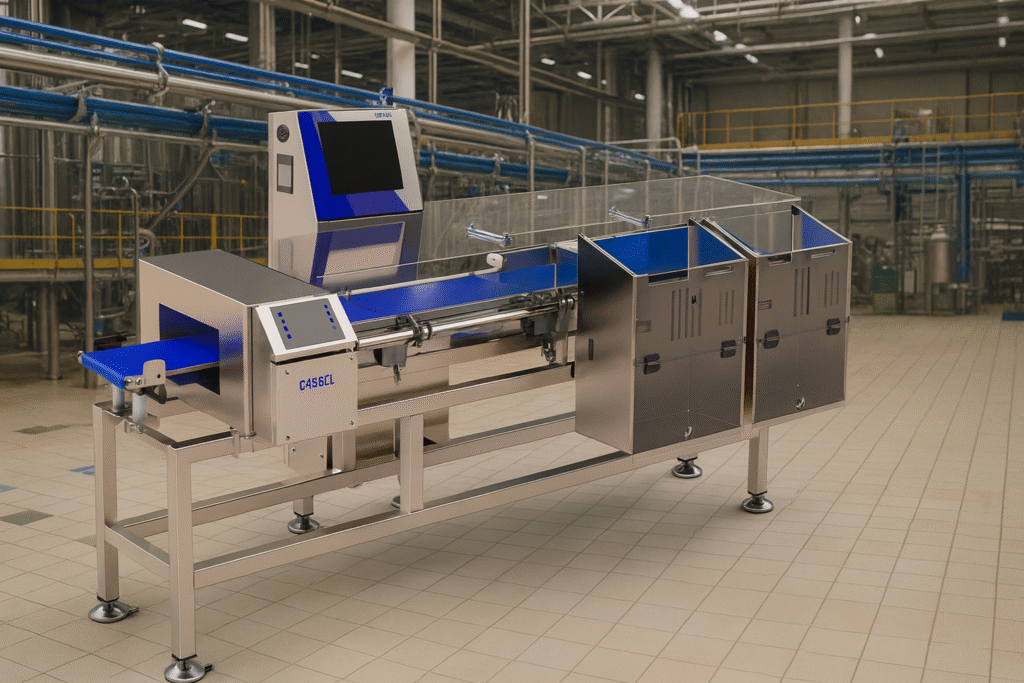
Cinta vs caída libre vs tubería: diferencias clave
| Formato | Producto típico | Rechazo recomendado | Higiene/IP | Sensibilidad orientativa* | Puntos finos |
|---|---|---|---|---|---|
| Cinta/transportador | Bolsas, bandejas, cajas | Empujador / chorro / desvío | IP según lavado (húmedo/seco) | Fe 0,6–1,5 mm · Inox 1,5–3 mm | Guías y altura constante del producto |
| Caída libre | Harina, azúcar, granos | Compuerta/diverter | IP polvo; diseño compacto | Fe 0,4–1,0 mm · Inox 1–2 mm | Diámetro de tubo y sincronización del flujo |
| Tubería sanitaria | Salsas, lácteos, masas | Válvula sanitaria | Higiénico CIP/SIP | Fe 0,8–2 mm · Inox 1,5–3 mm | Presión/viscosidad y conexiones de proceso |
*Rangos orientativos: se confirman con informe de sensibilidad usando tus muestras.
Sectores, especificaciones, certificaciones y mantenimiento.
Cuando un proveedor te dice “detecta 1 mm de acero inoxidable”, debe ser en tu línea, con tu producto y tu apertura. Por eso, primero se definen formato, ancho/diámetro y velocidad. Luego enviamos muestras representativas (frías, calientes, con humedad, con sal, según tu caso). En el banco de pruebas se replica la apertura final y se mide el diámetro mínimo detectable para Fe/NoFe/Inox. Con esos datos se emite un informe de sensibilidad que se valida en planta durante la puesta en marcha. Si el resultado no cuadra con tu entorno (vibración, temperatura, altura de producto), se ajustan frecuencia, filtros y tipo de rechazo. Solo ahí sabes de verdad lo que verás día a día y cuánto merma te ahorrarás con menos falsos rechazos.
5 claves antes de comprar un detector industrial
Sensibilidad certificada con tus muestras
La cifra de catálogo no sirve si no se prueba con tu producto, apertura y velocidad. Pide informe firmado (Fe/NoFe/Inox) en condiciones reales.
- Define material y tamaño mínimo.
- Envío de muestras frías/calientes/húmedas.
- Valida en planta la apertura final.
Rechazo adecuado = menos merma
El mecanismo de rechazo debe encajar con el formato y el flujo. Un rechazo mal dimensionado dispara falsos o deja pasar contaminantes.
- Cinta: empujador, chorro o desvío.
- Caída libre: compuerta/diverter.
- Tubería: válvula sanitaria CIP/SIP.
Integración y trazabilidad para auditoría
Registros, usuarios y conectividad simplifican inspecciones y calidad. Sin datos exportables, la auditoría se complica.
- Eventos: fecha, lote, usuario, alarma, rechazo.
- Relés, Ethernet/Fieldbus (Profinet, Modbus…).
- Exportación CSV e informes de verificación.
Entorno de línea: IP, higiene y vibraciones
El mismo detector rinde distinto según humedad, temperatura, altura del producto y vibración. Ajusta el grado IP y la instalación.
- Húmedo/seco, lavado a presión.
- Altura y guiado de producto.
- Distancia a motores/imanes.
TCO y servicio: lo que paga la planta
El precio del equipo es una parte. Suma instalación, validación, formación, repuestos y SLA. Un buen TCO reduce paradas y rechazos.
- CapEx + merma por falsos.
- Repuestos críticos en stock.
- SLA < 24–48 h y mantenimiento anual.